
機床設備作為現代裝備制造業的工作母機,已經成為涉及國民經濟命脈、國家安全的重要裝備。CNC數控龍門加工中心是航空航天、船舶、機車車輛、工程機械和紡織等行業不可缺少的主要加工設備之一,隨著機床設備技術的不斷發展進步,對機床結構的優化設計提出了更高的要求,即在滿足機床整體性能的條件下,要逐步提高機床加工、裝配的工藝性、可靠性。

本文在對CNC數控龍門加工中心的主傳動系統和滑枕結構分析的基礎上,將新型的復合碳纖維傳動軸應用到主傳動系統,從而優化了主傳動結構,簡化了滑枕內腔結構,提高了主傳動系統加工和裝配的工藝性、可靠性和經濟性。
CNC數控龍門加工中心總體結構為由雙立柱和固定橫梁組成封閉框架、工作臺移動的龍門式定梁結構,X、Y、Z三個進給軸聯動,工作臺移動采用伺服電動機驅動消隙雙齒輪、精密齒條機構,在床身上沿直線滾動導軌做X向往復縱向運動,伺服電動機驅動滾珠絲杠副帶動拖板沿橫梁上的直線滾動導軌做Y向往復橫向運動;由伺服電動機驅動滾珠絲杠副帶動垂直滑枕上的鏜銑頭做Z向往復運動。
機床主軸配置了五面加工頭,采用了立臥組合主軸頭,同時具有立式和臥式主軸,恒溫冷卻,主軸自動完成5°×72mm轉位, 主軸立臥換刀由電氣、液壓和氣動共同配合完成60把鏈條刀庫的全自動換刀。零件經一次裝夾,可以對工件進行五面加工,可完成除安裝面外其余各面及孔系的加工,確保被加工零件的各面、孔之間的加工精度,適用于多種板類、箱體類和機架類零件的數控加工,一次裝夾可以對工件進行鏜、銑、鉆、鉸和攻螺紋等各項操作。機床主體結構布置如圖1所示。
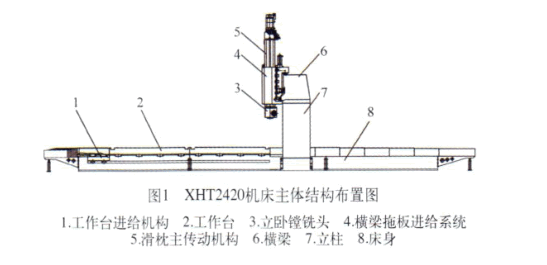
的主要技術參數為:主軸功率22/26kW,主軸扭矩560N·m,主軸轉速200~3 500r/min,工作臺尺寸2m×6m,滑枕鏜銑頭行程(Z向)1 000mm,三坐標最大移動速度12m/min。
滑枕主傳動部件是影響龍門五面加工中心整機切削性能、強度、剛性和熱平衡的關鍵部件。滑枕是主傳動部件的關鍵零件,其結構與工藝性將直接影響主傳動部件的性能,其作用是把主軸電機和主軸連接起來并作Z向進給運動,在機床加工過程中,滑枕既要承擔自身的質量,還要承受主電機及減速箱的質量,為了實現機床快速平穩地運動,滑枕必須保持很好的動態特性。
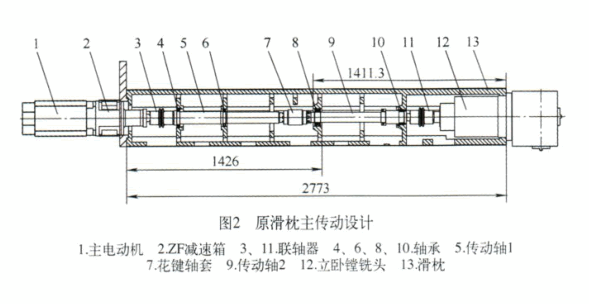
(1)原滑枕主傳動設計及工藝性分析。如圖2所示為CNC數控龍門加工中心原滑枕主傳動系統。主軸伺服電動機1與方滑枕鏜銑頭主傳動ZF減速箱2組配,ZF減速箱與滑枕采用分離式設計結構,ZF減速箱置于滑枕頂端,通過兩根傳動軸5、9和中間花鍵軸套7及聯軸器3、11將ZF減速箱的動力傳遞給立臥鏜銑頭主軸12,驅動刀具完成切削運動。
由圖2可見,兩傳動軸5與9必須通過4、6、8、10共4組軸承支撐,滑枕零件傳動軸孔多為深軸孔,加工精度特別是平行度、孔距和孔徑較難保證,易造成傳動鏈松垮,減弱傳動剛性,增大切削噪聲。此外,長軸孔不易裝配,裝配質量穩定性、可靠性不高,影響傳動剛性。
由此可見,滑枕精密深腔孔的加工和測量是滑枕制造和加工的關鍵。
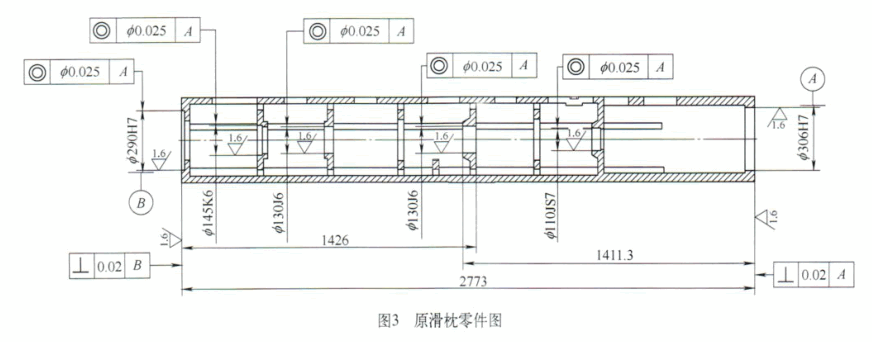
(2)原滑枕加工工藝性分析。如圖3所示即為CNC數控龍門加工中心原滑枕零件圖,方滑枕尺寸為420mm×420mm×2 773mm,滑枕最大行程Z = 1 0 0 0 m m,腔內軸向共6 個加工孔, 主軸孔φ 360H7, 各孔同軸度要求φ 0.025mm。結構特點是內腔孔比較深,各孔同軸度要求高。尤其是中部的軸承孔,無論從左端還是右端加工,距端面距離分別深達1 426mm和1 411.3mm,加工、測量均很困難。
一般滑枕深腔孔有3種主要的加工方法:懸臂鏜削法、吊墻導向法和固定式雙支撐法。懸臂鏜削法:當滑枕深腔孔孔深不大于1 000mm時,可采用主軸單臂懸深的方法進行加工。這種方法的加工刀具方便隨時進行調整,而且在操作過程中方便測量和觀察,滑枕深腔孔和滑枕兩端孔的同軸度主要就是依靠刀桿的剛性和機床的回轉精度來保證。
吊墻導向法: 當滑枕深腔孔孔深大于1 000mm時,由于孔深較深,采用單臂懸伸方法無法達到精度要求。通常采用吊墻導向法,這種方法利用滑枕上帶有的方窗,窗口朝上,在深孔窗口處安裝專用工裝——吊墻,在滑枕端孔安裝架套,形成雙導向的加工方法。用這種加工方法生產的工件同軸度好,但因吊墻(作鏜桿的支撐用)是懸掛在滑枕上方,其支承剛性差,切削過程易產生振動且測量不方便。固定式雙支撐法:當滑枕的深腔孔孔深大于1 500mm時,一般采取固定式雙支撐的方法進行加工。利用滑枕上帶有的方窗,窗口朝下,通過鏜具將滑枕安裝在機床上,前支撐設在工件的前端,后支撐借助工件上的方窗孔設置在工件需要加工的后軸承孔的后端,前后支撐形成雙導向,以實現一次裝卡分別滿足前后孔的加工。在前后支撐之間增加輔助支撐,以克服鏜桿的懸伸變形。這種方法加工出來的滑枕同軸度高、質量好,但需要專用鏜具,且同樣存在操作復雜、測量困難的問題。
由上述分析可知, 原滑枕由于單端孔深大于1 000mm,滑枕精密孔加工不能采用懸臂鏜削法,只能采用吊墻導向法或固定式雙支撐法。但采用吊墻導向法或固定式雙支撐法必須設計制造專用鏜具, 操作費時、測量困難。因此,應轉換思路,另辟蹊徑,從改變滑枕內腔傳動結構入手,解決滑枕加工、裝配的工藝性問題。
(1)滑枕主傳動結構優化改進。如前所述,主軸伺服電動機通過ZF減速箱連接到傳動軸,將動力傳遞給主軸頭,傳動軸主要是用來將動力源的動力傳遞給執行機構的,一般都是用鋼質材料制成,在中小型機床中能夠較好地運行。然而重型機床傳動軸的長度和直徑一般都比較大,且對扭矩傳遞能力、抗彎能力、旋轉精度以及所能承受的最高轉速均有較高要求。一般情況下,在傳動軸長度超過1m時,考慮到傳動軸因臨界轉速過低,可能在常用轉速區出現共振,常將其分成兩段,但兩段軸又會帶來結構復雜、質量增加、產生噪聲和振動并使滑枕內腔軸承孔增多而使得滑枕加工、裝配工藝性差等問題。主傳動系統設計要克服傳統設計中存在的問題,首當其沖的是將制約滑枕結構的傳動軸結構形式進行設計更改。
尋找高比強度、高比剛度、密度低、抗疲勞性能和減振性能好的材料來取代鋼材,一直是傳動軸類機械零件的發展趨勢。
目前, 碳纖維增強復合材料在傳動軸中的使用日益廣泛,它具有的各種優異性能也日益凸現。與傳統的金屬傳動軸相比,具有輕質高效、低振動、低噪聲、易維修及節約能源等特點。這給機床傳動軸的設計提供了全新的契機,從而提出了碳纖維增強復合材料機床傳動軸的設計思想。
碳纖維增強復合材料在傳動軸機械零件中具有廣泛的用途。如圖4所示即為采用碳纖維復合材料傳動軸、使原來的傳動軸結構簡化后的滑枕主傳動設計。
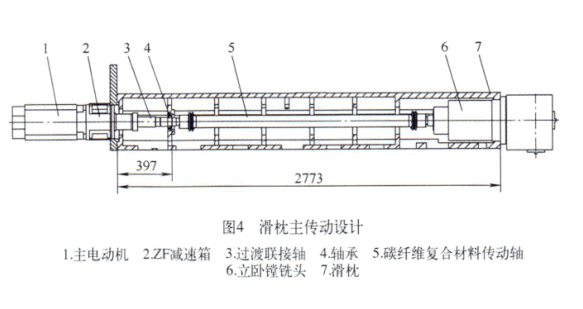
主軸伺服電動機1與方滑枕鏜銑頭主傳動ZF減速箱2組配,通過聯接軸3及碳纖維復合材料傳動軸5及其左、右兩端的聯軸器將ZF減速箱的動力傳遞給立臥鏜銑頭主軸6。
改進后的滑枕主傳動結構與原傳動結構相比,極大地簡化了滑枕的內腔結構,由于碳纖維復合材料傳動軸可提高轉軸的振動固有頻率以及最低臨界轉速,降低系統能量損失,提高抗振性能,故使用碳纖維軸的優點主要體現在長的傳動軸系上。換言之,軸承之間的距離可設計的比較長,長軸系上通常不需要布置軸承,這樣就簡化了傳動結構,由原來滑枕內腔的4個軸承孔簡化為左端的1個軸承孔,同時簡化了滑枕內腔的結構,并顯著減輕了傳動軸的質量。和原鋼質軸相比較,碳纖維軸的質量明顯減輕了約70%(包括復合管端部必要的金屬部件)。
(2)碳纖維管傳動軸結構形式及扭矩校核。圖4中碳纖維管傳動軸5可以選用市場上成熟的商品化產品即碳纖維管傳動軸,其結構形式如圖5所示。中間管為碳纖維復合材料制成,與兩端法蘭軸套件通過粘結工藝連接并在徑向用螺絲鎖緊,兩端加裝柔性連接裝置即特殊型鋼片式聯軸器。選用的碳纖維管傳動軸主要參數如下:額定扭矩2 500N·m,最高轉速4 000r/min。聯軸器額定扭矩校核TKN≥TN·SB·St·SR其中, T K N為聯軸器額定扭矩(N·m),已知為2 500N·m;TN為機床輸出扭矩(N·m),已知為560N·m;SB為工作系數,機床工具機取2;St為溫度系數,工作溫度在-30~150℃時取1,本例取1;SR為旋向系數,始終一個旋轉向取1,正反轉取1.7,本例取1.7。
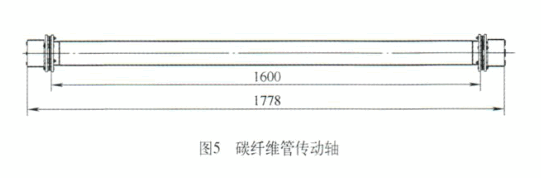
將上述各參數帶入額定扭矩校核公式,得TKN≥1 904N·m,且允許最高轉速4 000r/min,大于機床最高轉速3 500r/min。因此,所選用的碳纖維管傳動軸符合機床傳動要求。
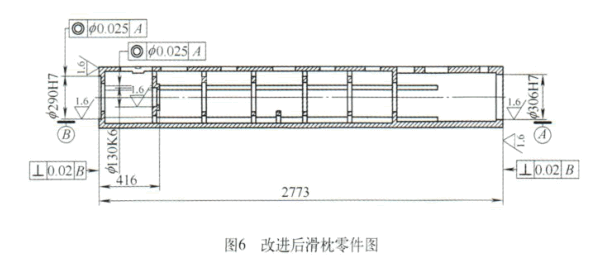
(3)優化設計滑枕的加工工藝性分析。經結構優化設計的滑枕如圖6所示,原滑枕內腔有4個軸承孔,加工和安裝時需同時考慮四個孔的同軸度,給加工及裝配帶?極大的困難。特別是滑枕中間位置上的軸承孔加工更是難中之難。現在只保留滑枕左端內腔1個軸承孔,距左端面孔深只有416mm,這樣就可以采用懸臂鏜削法對滑枕孔系進行加工。首先加工左端孔,然后工作臺回轉180°,找正工件導軌面精度不大于0.01mm/1 500mm,鏜主軸孔。采用懸臂鏜削法,加工過程輔助時間少、測量方便,完全可滿足零件的精度要求。
結語
滑枕是CNC數控龍門加工中心的重要結構件,其結構設計優劣決定機床的工作穩定性和精度穩定性,尤其是其主要孔系的加工,是滑枕的主要加工部位, 加工難度大、加工精度要求較高,通過對滑枕主傳動系統進行優化設計,采用新材料碳纖維復合材料管傳動軸,去掉滑枕內腔的3個軸承孔,使原有深孔加工簡化為一般孔系加工。使整個傳動系統易于提高加工和安裝精度,大大降低了加工難度和生產成本,提高了工藝性能。通過生產實踐驗證,加工效率與加工精度都完全滿足生產需求,取得了良好的效益。

